成形条件の出し方
1.はじめに
今から書くものは粗条件の見つけ方であり、粗条件を見つけた後の様々な調整が最も難しいのですが、ここでは割愛致します。
また、粗条件の出し方は多々ありますが、ここで紹介するものは1度に全てを出すのではなく下記に示すように1つ1つ順々に求めていく方法です。(この成形条件の出し方は詳細を省いているため 成形品の形状や使用樹脂によっては対応できない場合もあります。参考程度として下さい)
2.型締力・低圧型締の設定
ⅰ型締力は金型が開かないようにするため、プラスチックが流入することによって生じる力(キャビティ内圧力×投影面積)よりも大きくする必要があります。
具体的には成形品の投影面積がA4の大きさで130トン程度、その他は下表にあるように面積に比例し変化させます。
| 原料名 | キャビティ内圧力 | 投影面積 | ||
| A5(14.8x21cm) | A4(21×29.7cm) | A3(29.7x42cm) | ||
| PP PE | 200kgf/cm2 | 62t | 125t | 250t |
| ABS POM | 300kgf/cm2 | 93t | 187t | 375t |
| PC | 400kgf/cm2 | 125t | 250t | 500t |
(注意)上記の値は標準のものでありヒケやすいもの精密部品などは何割か型締力を上げる必要があります。
ⅱ低圧型締は名刺1枚を挟み込んだとき停止するよう調整する。
3.温度・冷却時間の設定
ⅰシリンダ温度は 原料の溶融温度をシリンダ中心部の温度にし、その温度より若干下げた値をノズル温度 ホッパー下温度とします。
ⅱ冷却時間は成形品が厚物の場合は長め 薄物の場合は短めとし、成形品の状態を見て徐々に短くしていく。
4.スクリュー回転・背圧の設定
- スクリュー回転は低めで設定し、冷却時間中に計量完了できる回転速度まで上げていく。
- 背圧は樹脂粘度が高いものは高く、低いものは低く設定する。(背圧は射出圧力の5~10%が基本と言われている)
その後、銀条・色ムラ・計量のバラツキが生じるなら背圧を上げ、ドローリング・計量時間の増加・シリンダが設定温度より温度が上昇する等が生じるなら背圧を下げる
5.射出圧力・射出速度・保圧の設定
- 射出圧力は過充填(オーバーパック)による金型の破損を防ぐため低めで設定し、射出速度が十分出る値まで徐々に上げていく。
- 射出速度は 成形品が薄物の場合 速め 厚物の場合 遅めにし成形品の表面状態に合わせた速度にしていく。
- 保圧は 現時点では求めないため0 kgf/cm2とする
6.計量完了位置・射出保圧切換位置の設定
プラスチックを金型に充填する前に 型残りしないように離型剤を金型の固定側 リブ等に十分 塗布しておく
- 射出成形機のフルストローク(最大計量完了位置)が100mmの場合
計量完了位置を最大計量完了位置の90%(この場合90mm)とし射出保圧切換位置を計量完了位置より若干少ない値(80mm程度)に設定し 成形する。
(ここで示した80mmは少し極端な例で 実際は50mmとかにすることが多い) - 当然 ショートショットになるので、順次 ショートショットが解消するよう 射出保圧切換位置の値を低くしていく(70mm→60mm→50mm)
その際 何mm射出したら どこまで充填していくか 成形品をとっておくと微調整の際 役に立つ(図1参考) - 射出で成形品の90%(ヒケ等の外観上も考慮して)をつくるのだから、ⅱの作業を繰り返し成形品の90%ができた時点の射出保圧切換位置を求める。(今回は射出保圧切換位置が33mmで成形品の90%ができたとする。結果、射出で入れる量はⅰで求めた計量完了位置90mmとⅲの33mmで90-33=57となる)
- 一般的に 残量は5mm程度 保圧で入れる量は6mm程度(ⅲの57mmの10%で)なのでⅲで計算した57にⅳの5mmと6mmを足して68mmまた射出保圧切換位置を11mmとする
【図1 射出保圧切換位置を徐々に増やして成形した様子】
フローマーク等不良が出た場合スクリュがどの時点で出るかを見て その近辺の射出速度を変化させる事で対策を行うこともある。
7.保圧の設定
樹脂は図2~7のように黄 緑 赤 青 黄緑の順に樹脂が金型内入っていく。
この時、ヒケ防止の観点からヒケが発生する時点を高くするよう設定していく。
例えば、成形品先端がヒケる場合は青の樹脂が入るであろう時間 1秒後の保圧を上げ、ゲート口付近がヒケる場合は、黄緑の樹脂が入るであろう時間 3秒後の保圧を上げる。
また、最初の保圧は急に樹脂の流入速度が変化しないよう、射出保圧切換位置及び保圧圧力の設定が必要なことがある。
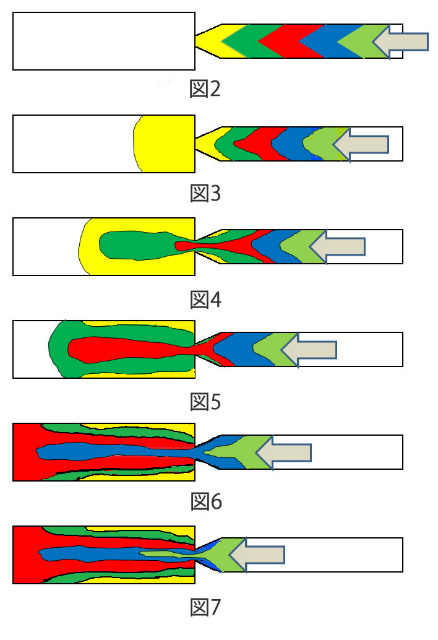
(注意)実際は図5の黄色のようにプラスチックが分かれるのではなく図4のように先に流入したプラスチックがどんどんと伸びる とも言われる。
8.射出と保圧の違い
最後に射出と保圧の違いを簡単にまとめたいと思う。
- 『射出成形とは』で書いたように
射出は 圧力を制御項目として速度優先の制御
保圧は 速度を制御項目として圧力優先の制御 - 図2~7に示すように(黄 緑 赤が射出部分 青 黄緑が保圧部分)
射出は、シリンダ前方の樹脂が成形品の手前から順々に充填されていく
保圧は、シリンダ前方の樹脂が成形品の奥から順々に充填されていく - また 同様に図2~7に示すように
射出は 成形品の表面を作る(表面の不良 銀条等は射出で直ることが多い)
保圧は 成形品の中身を作る(中身の不良 ヒケ等は保圧で直ることが多い)